Он Производительность прокатного стана W12 с 4 валками для листопрокатных станковЭто один из важнейших параметров при выборе оборудования и планировании производства. Он определяет максимальная толщина и ширина пластинычто машина может катить при определенных условиях.
Для точного расчета необходимо понимание свойства материала, конструкция машины, усилие прокатки и механика гибки.Данное руководство содержит профессиональное объяснение того, как оценивать производительность прокатного стана в реальных промышленных условиях.
Что такое вальцовочная способность?
Пропускная способность вальцов включает в себя:
Максимальная толщина и ширина металлической пластины, которую прокатный станок может согнуть до заданного минимального диаметра в стандартных условиях эксплуатации.
Обычно это выражается следующим образом:
- Максимальная толщина прокатки (мм)
- Максимальная толщина предварительного изгиба (мм)
- Максимальная ширина прокатки (мм)
- Минимальный диаметр прокатки (мм)
Ключевые параметры, влияющие на производительность прокатного стана.
1. Предел текучести материала ( )
)
Прочность материала — важнейший фактор.
Типичные значения:
- Низкоуглеродистая сталь: ~235 МПа
- Нержавеющая сталь: ~520–700 МПа
- Высокопрочная сталь: >700 МПа
Более высокая предельная прочность = более низкая производительность прокатки
2. Толщина пластины (t)
Усилие прокатки экспоненциально возрастает с увеличением толщины.
- Увеличение толщины вдвое значительно повышает требуемую силу.
- Производительность машины обычно оценивается на основе характеристик низкоуглеродистой стали.
3. Ширина пластины (W)
Для более широких пластин требуется:
- Более высокая суммарная сила прокатки
- Повышенная жесткость машины
4. Минимальный диаметр прокатки (D)
Для меньших диаметров требуется большая сила деформации.
Отношение:
- Меньший диаметр → требуется большее усилие прокатки
- Больший диаметр → легче катится
5. Диаметр и геометрия валков
Для компьютеров с Windows 12:
- Увеличение диаметра валков повышает производительность.
- Более надежная поддержка снижает потери на деформацию.
6. Конструкция машины и гидравлическая сила
В конечном итоге, пропускная способность прокатного стана ограничена следующими факторами:
- усилие гидравлического цилиндра
- Жесткость рамы
- прочность прокатного материала
Базовая формула расчета силы прокатки
Силу прокатки можно оценить, используя теорию изгиба:
Упрощенная формула:

Где:
- F = Требуемая сила прокатки
- C = Коэффициент (зависит от типа машины, обычно 1,2–1,5 для 4-валковых машин)
- σs = Предел текучести материала (МПа)
- W = Ширина пластины (мм)
- t = Толщина пластины (мм)
- D= Минимальный диаметр прокатки(мм)
Инженерная интерпретация
Из формулы:
- Сила прокатки пропорциональна толщине² → толщина является доминирующим фактором
- Сила прокатки пропорциональна пределу текучести → более прочные материалы снижают производительность
- Сила прокатки пропорциональна ширине → для более широких листов требуется большая сила.
- Сила прокатки пропорциональна 1/D → меньшие диаметры сложнее прокатывать.
Практический пример расчета
Данный:
- Материал: низкоуглеродистая сталь (σs = 245 МПа)
- Толщина пластины: 20 мм
- Ширина пластины: 2000 мм
- Диаметр мишени: 1000 мм
Оценка:
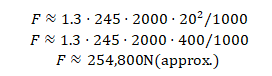
Машина должна обеспечить по крайней мере, такой уровень силы качения.
Номинальная мощность против фактической мощности
Как правило, производители указывают производительность в стандартных условиях:
Оцененное состояние:
- Материал: низкоуглеродистая сталь (245 МПа)
- Диаметр прокатки: ≥ 20 × толщина листа
Корректировки в реальных условиях
| Фактор | Влияние на пропускную способность |
| Нержавеющая сталь | Снизить на 30–50% |
| Высокопрочная сталь | Снизить на 50–70% |
| Меньший диаметр | Снизить мощность |
| Требования к высокой точности | Снизить мощность |
Производительность предварительной гибки против производительности прокатки
Для 4-валковых машин W12:
- Вальцовочная способность = максимальная толщина при полной прокатке
- Предварительная способность к изгибу= обычно 70–80% от вальцовочной мощности
Пример:
- Толщина прокатного стана: 20 мм
- Предварительная изгибная способность: ~14–16 мм
Преимущества машин W12 в плане использования производственных мощностей
Четырехвалковые машины W12 предлагают:
- Более эффективное распределение силы
- Непрерывное зажимание пластин
- Снижение потерь энергии
- Более эффективное использование гидравлической силы
Это означает Фактическая полезная мощность ближе к номинальной мощности.по сравнению с трехвалковыми машинами.
Как выбрать подходящий прокатный станок W12
Шаг 1: Определение материала
- Тип (углеродистая сталь, нержавеющая сталь, сплав)
- Предел текучести
Шаг 2: Определение технических характеристик пластины.
- Толщина
- Ширина
- Требуемый диаметр
Шаг 3: Примените запас прочности.
Рекомендуется:
- Добавить 20–30% запаса мощности
Шаг 4: Технические характеристики матчевой машины
Выберите станок, где:
- Номинальная мощность ≥ требуемая мощность × коэффициент запаса прочности
Почему точный расчет мощности имеет значение
Неправильный выбор может привести к:
- Перегрузка оборудования
- Низкое качество прокатки
- Повышенный износ и необходимость технического обслуживания
- Неэффективность производства
Правильный расчет обеспечивает:
- Стабильная работа
- Более длительный срок службы оборудования
- Более высокое качество продукции
Почему стоит выбрать 4-валковые прокатные станки ZYCO W12?
Современный Четырехвалковые листопрокатные станки ZYCO W12разработаны для высокопроизводительных приложений:
- Высокая гидравлическая мощность.
- Оптимизированная геометрия валков
- Усовершенствованные системы ЧПУ-управления
- Прочная каркасная конструкция
- Высокая точность и воспроизводимость
Эти функции обеспечивают Максимальное использование прокатных мощностей и стабильные результаты производства..
Заключение
Расчет производительности прокатки Четырехвалковый прокатный стан W12требует всестороннего понимания Свойства материалов, размеры пластин и механические принципы..
Главный вывод:
Производительность прокатного стана определяется в первую очередь следующими факторами: прочность материала, толщина листа и диаметр прокаткипри этом толщина оказывает наибольшее влияние.
Для производителей и инженеров выбор подходящего оборудования на основе точных расчетов имеет важное значение. эффективное, безопасное и высококачественное производство.








 ПОДДЕРЖИВАЕМАЯ СЕТЬ
ПОДДЕРЖИВАЕМАЯ СЕТЬ
 русский
русский English
English français
français Deutsch
Deutsch italiano
italiano português
português español
español 한국의
한국의 Türkçe
Türkçe العربية
العربية
