

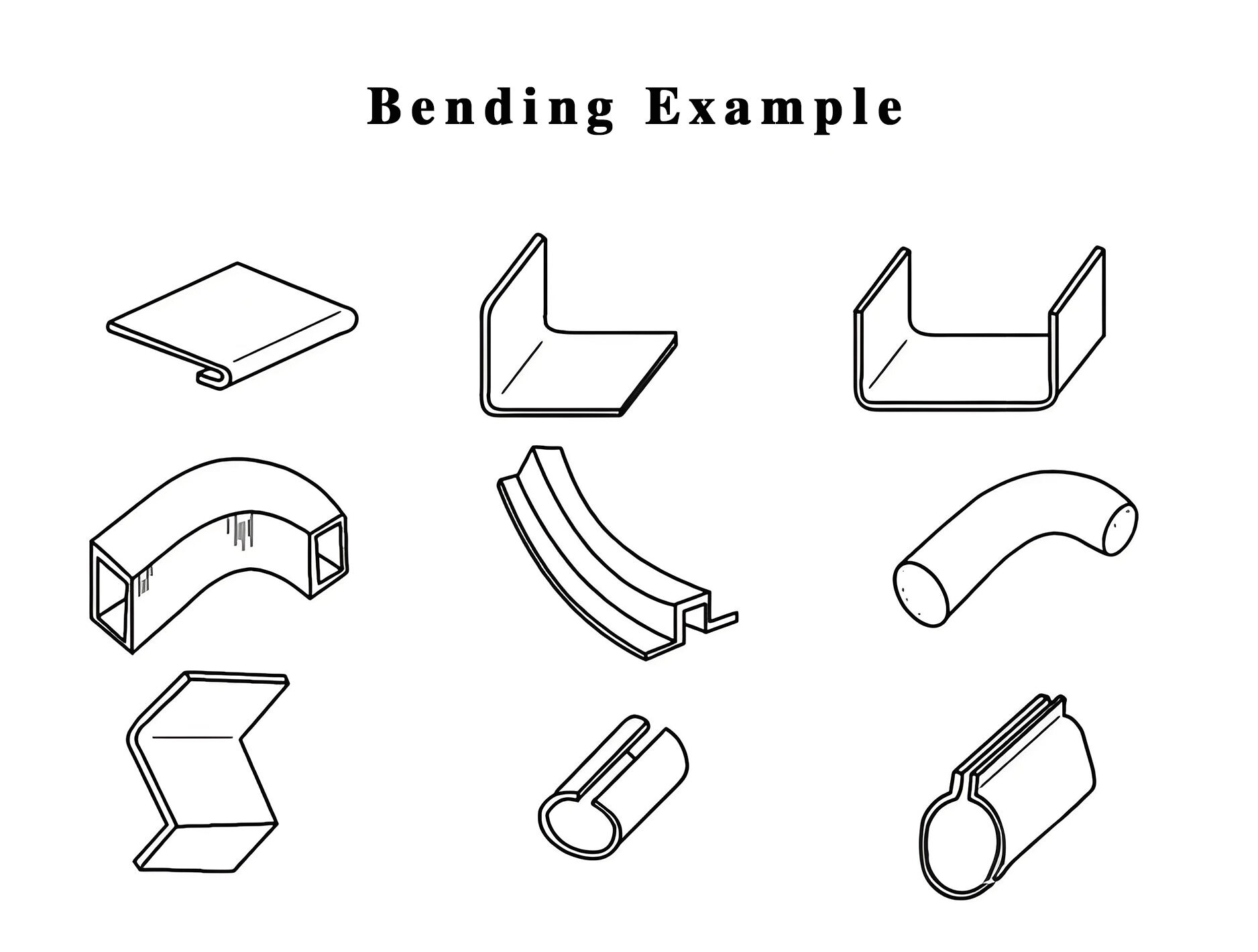
С развитием общества необходимые нам формы продуктов также меняются различными способами. Среди них наиболее распространенное изгиб металла, в том числе изгиб листового металла, изгиб трубы, округление листового металла, экструзию профиля и т. Д.
Какие процессы имеют изгиб листового металла?
1. Обычное изгиб: обычное изгиб - это использование тормоза для сгиба, чтобы согнуть листовый металл на 90 °.
2. Сплюдинг изгиба: сначала согните листовой металл на 30 °, а затем сплющите угол 30 °. Этот тип изгиба требует резкого верхнего кубика ножа и сплющенного верхнего кубика. Цель сглаживания изгиба состоит в том, чтобы усилить общую прочность листового металла.
3. Перекрытие: специальная шарнирная форма требуется для выполнения нескольких изгибов, чтобы сформировать шарнир.
4. Однократное изгиб формирования: чтобы максимизировать эффективность, формирующая форма может быть изготовлена на основе формы продукта, а окончательная форма продукта листового металла может быть достигнута только одним изгибом.
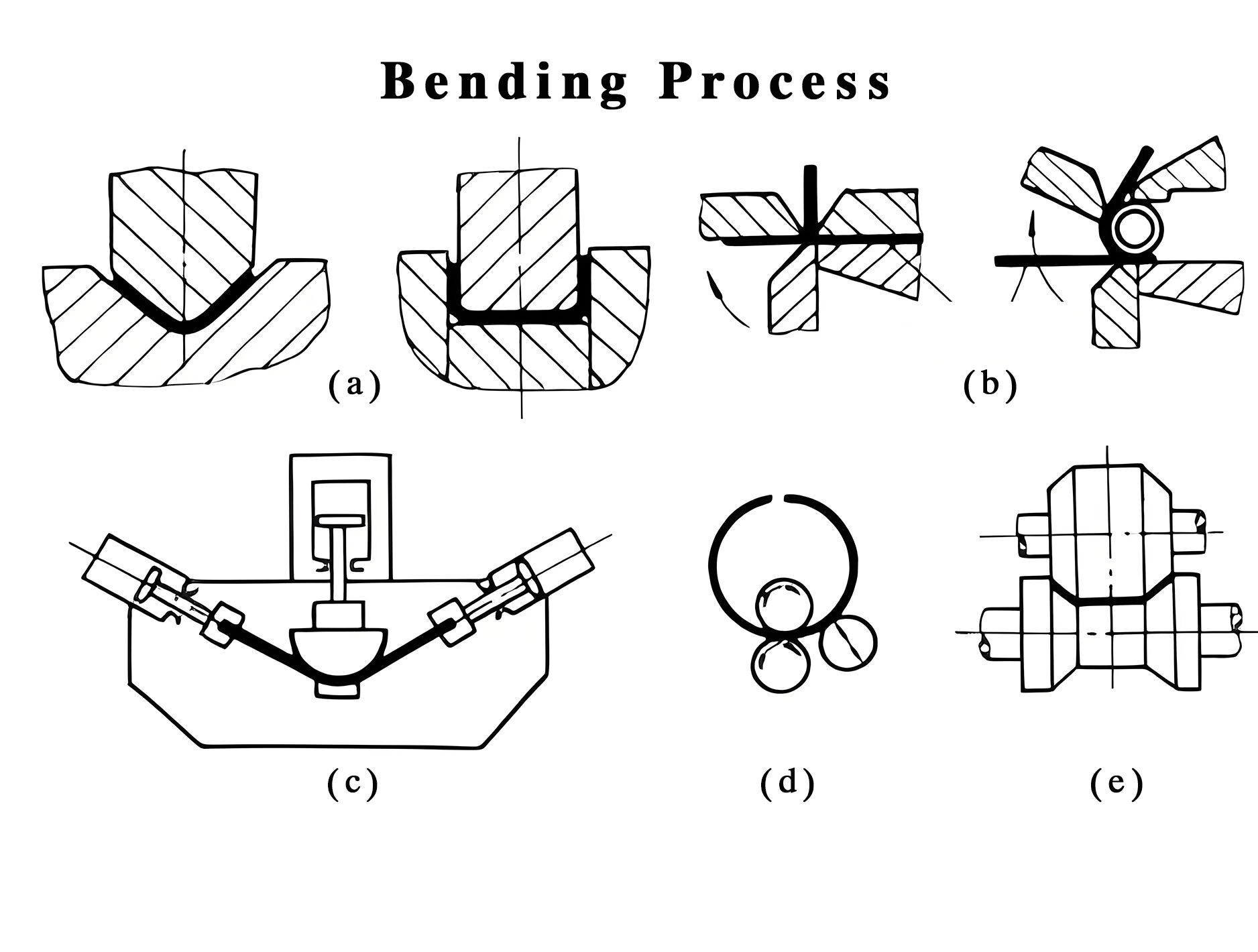
5. Изгиб дуги: есть два метода изгиба для этого изгиба. (а) Рассчитайте угол изгиба и размер оси x на каждом этапе в соответствии с размером дуги продукта, выполните многоэтапное изгиб и, наконец, согните дугу. Это самый экономически эффективный метод, но эффективность не высока, и это сложно; (б) Позвольте производителю настраивать дуговую форму непосредственно в зависимости от размера дуги продукта листового металла. Этот метод более эффективен, и качество продукта и внешний вид также улучшаются.
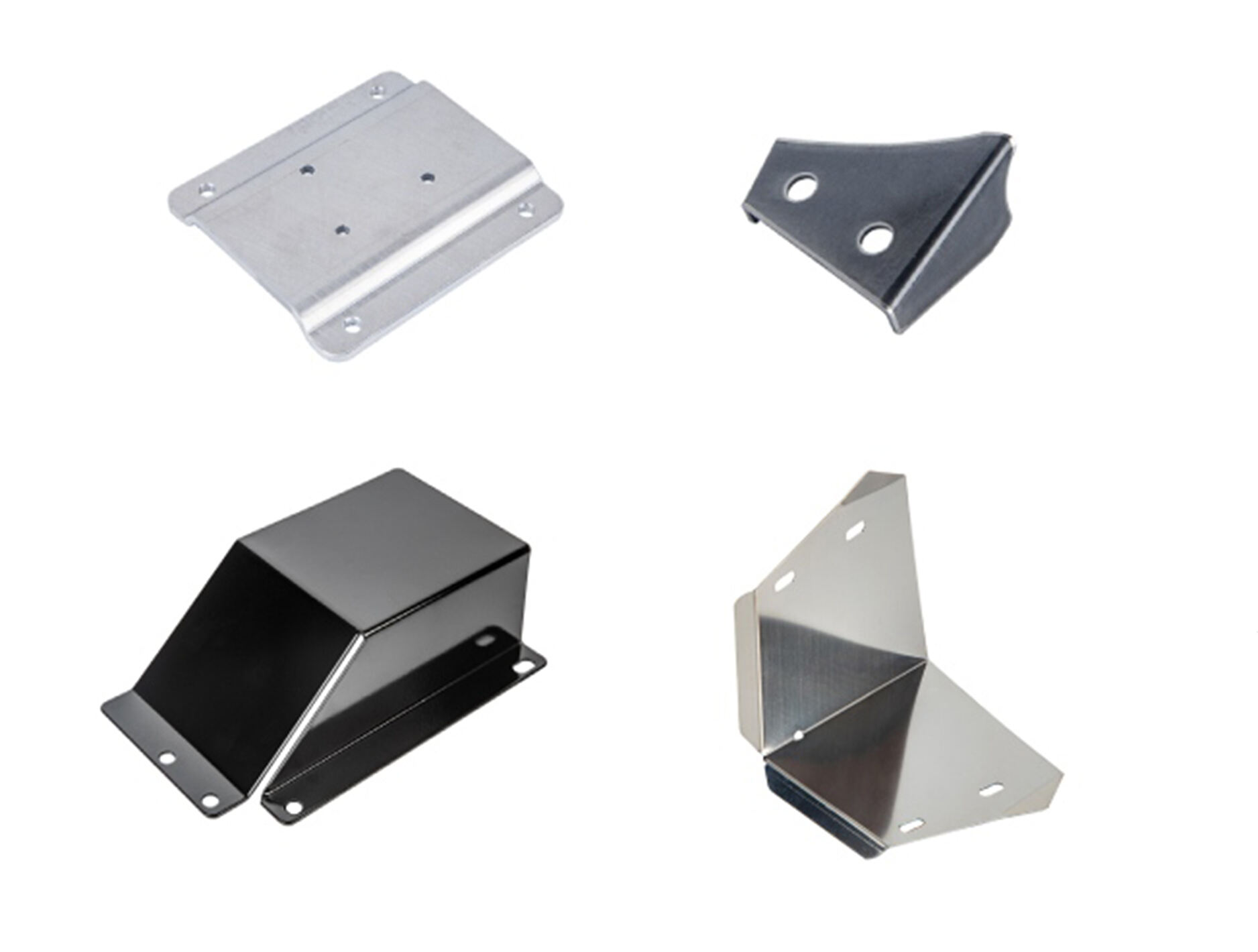
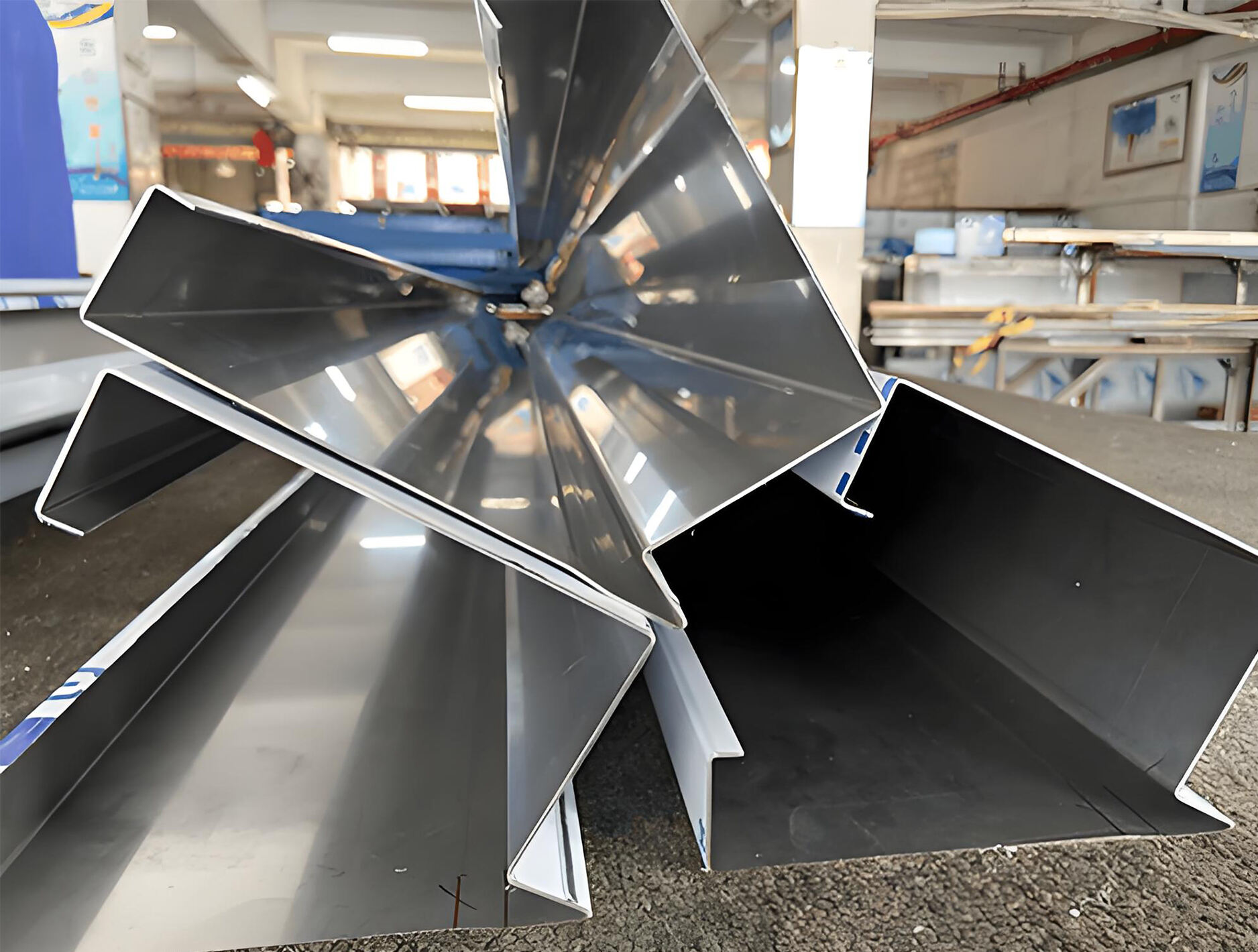
Изгиб из нержавеющей стали:
В качестве высокопрочного и коррозионного металлического материала, нержавеющая сталь широко используется во многих промышленных полях. Однако при использовании прессового тормоза для изгиба нержавеющей стали часто возникают некоторые проблемы. Ниже приведено резюме и соответствующие решения. Я надеюсь, что это будет полезно для вас.
1. Поверхностные царапины
Нержавеющая сталь склонна к поверхностным царапинам и ссадионам во время изгиба. Основные причины включают:
- Носить или неправильный дизайн приспособления
- Чрезмерное трение между заготовкой и приспособлением
- Пыль или иностранное вещество на поверхности заготовки
- слот для плесени слишком маленький
Решения:
- Регулярно проверять и заменить приспособление
- Оптимизируйте конструкцию приспособления, чтобы уменьшить площадь контакта между заготовкой и приспособлением
- Держите заготовку и поверхность плесени в чистоте и регулярно чистите посторонние вещества на поверхности
- Для продуктов с высокими требованиями рекомендуется использовать изгибную плесень или пленку с берегими.
2. Деформация материала, угол изгиба не соответствует стандарту
Нержавеющая сталь склонна к деформации во время изгиба. Основные причины включают:
- Неправильный расчет предварительной суммы
- Чрезмерная сила отскока самой нержавеющей стали
- Неправильный выбор выемки плесени
Решение:
- Точно рассчитать предварительную сумму в соответствии с характеристиками материала
- Пресс -тормоз должен быть оснащен механической компенсацией, которая значительно улучшит прямолинейность и эстетику продукта
- Сначала проложите нержавеющую сталь, а затем согните ее, что значительно улучшит прямую и эстетику продукта, а также уменьшит потерю тормоза прессы
Таким образом, при использовании пресс -тормоза для обработки нержавеющей стали необходимо рассмотреть многие факторы, такие как характеристики материала, параметры процесса и условия оборудования, и принимать целевые решения для обеспечения качества обработки и эффективности производства.

Оставьте свой адрес электронной почты и требования, наша профессиональная команда продаж разработает наиболее подходящее решение для вас.





Авторское право
© 2026 Nanjing Zyco CNC Machinery Co., Ltd. Все права защищены
.
 ПОДДЕРЖИВАЕМАЯ СЕТЬ
ПОДДЕРЖИВАЕМАЯ СЕТЬ
 русский
русский English
English français
français Deutsch
Deutsch italiano
italiano português
português español
español 한국의
한국의 Türkçe
Türkçe العربية
العربية






